



Stór þykkt þykkt vegginn áli fölsuð
Stórt þykkt þykkt vegginn álfelgurshring, sem lykilþáttur í hátækni sviðum eins og geimferða, þjóðarvarnar og hernaðariðnaðar, hefur framúrskarandi einkenni eins og mikinn styrk, léttan, tæringarþol og vellíðan af vinnslu. Það samþykkir háþróaða smíðunartækni og er nákvæmni framleidd með mörgum ferlum, sem geta uppfyllt ýmsar flóknar og krefjandi umsóknarkröfur.
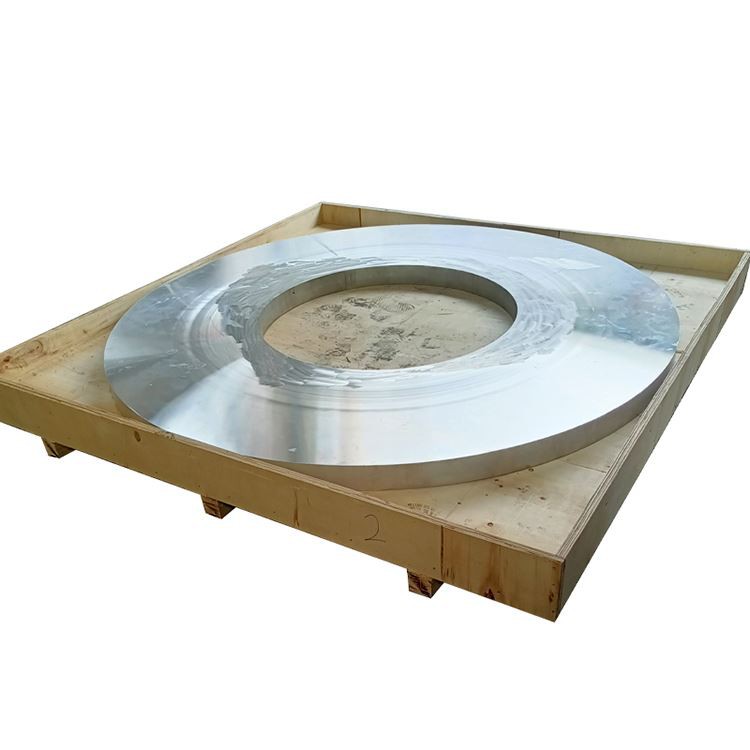
Vörulýsing
1.. Yfirlits- og framleiðsluferli efnis
Stór þykkt veggur á áli fölsuðum hringjum eru afar mikilvægir burðarhlutir í nútíma hágæða atvinnugreinum, mikið notaðir í stórum stíl búnaði og kerfum sem krefjast mesta stigs álagsgetu, þreytuþol, hörku beinbrots, víddar stöðugleika og léttvigt. Í samanburði við venjulegan álblöndu, setja einkenni „þykk -veggs“ og „stór þvermál“ hærri og flóknari kröfur um efnisval, bráðnun og steypu, smíða ferli og hitastýringu, sem tryggir að innri uppbygging þeirra sé einsleit, þétt, gallalaus og fær um að viðhalda framúrskarandi heildar vélrænum eiginleikum jafnvel í þykkum hlutum.
Algengar álfelgur: Stórt þykkt-veggjaðir fölsaðir hringir hafa sérstakar kröfur um herðanleika álfelgu og næmi fyrir þykktaráhrifum.
Mjög háar styrktarblöndur (td 7050, 7075, 7049, 2024): Þessar málmblöndur viðhalda miklum styrk og góðri hörku jafnvel í þykkum hlutum, þar sem 7050 og 7049 eru sérstaklega studdir fyrir framúrskarandi eiginleika þeirra í gegnum þykkt og streitu tæringarþol, fyrst og fremst notað í geim-, varnarbúnaði og háþrýstingsbúnaði.
Mikil tæringarþolin/kryógenblöndur (td 5083, 5A06): Í sjávarverkfræði, kryógenageymslutankum og stórum þrýstingsskipum eru þessar málmblöndur ákjósanlegar vegna framúrskarandi tæringarþols, kryógenískrar hörku og suðuhæfni.
Almennar málmblöndur í háum styrk (td 6061, 6082): Notað til almennra iðnaðarskipulags sem krefjast tiltölulega mikils styrks en jafnvægi á góðum vinnslu og kostnaði.
Premium smíðunarferli fyrir þykka þykkt hringi í stórum þvermál: Að framleiða stóran þykkt vegginn á áli fölsuðum hringjum er eitt af mest krefjandi verkefnum í smiðju áli. Flækjustig ferlaeftirlits liggur í því að tryggjakjarna gæðiOgeinsleitni eiginleikaÍ þykkt áföllum:
Bræðsla og undirbúningur Ingot:
Mesta hreinleika aðal ál og álþættir eru valdir til að tryggja nákvæma samsetningu og afar lítið óhreinindi.
Háþróuð bráðnun, hreinsun, síun, afgasandi (td Snif, tómarúm afgasun) og rafsegulhræringartækni eru notuð til að ná ofarlega hári hreinleika og litlu vetnisinnihaldi í bræðslunni, sem skiptir sköpum til að tryggja enga innifalið eða svitahola innan þykkra vinda.
Ultra-stór þvermál og þyngd er framleitt með því að nota stóra steypukerfi með beinum kælingu. Steypuferlið krefst nákvæmrar stjórnunar á storkuhlutfalli og kælingarskilyrðum til að fá samræmda og fína eins og steypu uppbyggingu og lágmarka aðgreiningu.
INGOT einsleitni meðferð:
Giant ingots gangast undir langan tíma (venjulega tugir til hundruð klukkustunda), fjölþrepa, nákvæmlega stjórnað einsleitni með því að meðhöndla meðferð. Markmiðið er að útrýma alvarlegum makrosegration og grófum tindrítískum mannvirkjum, tryggja samræmda dreifingu á málmblöndu og bæta sveigjanleika Ingot fyrir síðari stórfellda smíðun og draga úr hættu á sprungu.
Undirbúningur og skoðun á billet:
Ingot yfirborðið gengst undir djúpa hreinsun (þung hársvörð eða malun) til að fjarlægja mögulega mögulega yfirborðsgalla og aðgreiningu yfirborðs.
Áður en hann smíðaði gengur INGOT í 100% yfirgripsmikla, háupplausnar ultrasonic skoðun. Fyrir þykka veggfaldar uppfylla skoðunarkröfur yfirleitt hæstu geimferðarstaðla (td AMS 2630 flokk AA eða SAE ARP 1924 stig A), sem tryggir enga smásjárgalla innvortis.
Forhitun: Ingot eða forformið er jafnt hitað á nákvæmt smíðandi hitastigssvið. Fyrir þykka vegghluta er forhitunartími lengri til að tryggja að kjarnahitastigið nái samræmdu ástandi og kemur í veg fyrir of mikinn hitamismun á yfirborðinu og kjarna sem gæti leitt til sprungna.
Að smíða röð (Core Focus á aflögun í gegnum þykkt og kornstreymisstýringu):
Notkun stórs búnaðar: Þungar vökvapressur sem eru meiri en tíu þúsund tonn (jafnvel tugir þúsunda tonna) og öfgafullt stór þvermál hringsvélar eru ómissandi til að beita nægilegum aflögunarkrafti við gríðarlegan, þykkan billets, sem tryggir að kjarninn gangist einnig undir fulla aflögun plasts.
Uppnám og teikna: INGOT gengst undir fjölstefnu, margvíslega uppnám og teikniaðgerðir á vökvapressunni. Þetta brýtur ekki aðeins niður AS-steypuna heldur tryggir það einnig ítarlega smíð á kjarnanum, útrýmir innri porosity og makrosegration og myndar forkornaflæði.
Göt: Forkeppni hringlaga uppbygging er mynduð með götum með stórum deyjum og mandrels. Þetta ferli samningur enn frekar efnið, betrumbætir smásjánni og byrjar að leiðbeina kornstreyminu.
Hringrúllunarmyndun (lykilferli): Framkvæmd á mjög stórum þvermál lóðréttar hringir vélar. Hringvelting er sérstaklega áríðandi fyrir þykka veggja hringi vegna þess að það beitir samtímis geislamyndunar- og axial þjöppun á hringinn sem er í hringnum, sem tryggir að korn um alla veggþykkt gangi undir næga aflögun og fágun og að kornflæðið sé mjög í takt við ummál hringsins. Þetta er mikilvægt til að bæta ummál styrkleika, þreytulíf og beinbrot í þykkum veggjum. Rúlluferlið í hringnum felur venjulega í sér mörg framhjá til að tryggja samræmda aflögun og koma í veg fyrir miðgalla.
Lágmarks lækkunarhlutfall: Fyrir þykka veggjuð álit er yfirleitt krafist heildar minnkunarhlutfalls til að vera verulega hærra en fyrir venjulegar álit, tryggja fullkomna smit í þykkt, útrýmingu allra eins og steypu mannvirkja og myndun bjartsýnis, hreinsaðs kornflæðis.
Hitameðferð:
Lausnarmeðferð og slökkt: Við lausn meðferð á þykkum veggnum álit er lykilatriði að tryggja samræmda hitastig yfir allan hlutann og nægjanlegan liggja í bleyti. Slökkt er er mesta áskorunin, sem krefst öflugrar kælingargetu (td háhraða vatnsbólgu, fjölliða slökkt) til að tryggja að kjarninn í þykkum veggnum nái einnig nægilegum svalahraða og myndar samræmda yfirmettaða fastri lausn. Sérhver ósamræmdur eða ófullnægjandi slökktur mun hafa veruleg áhrif á endanlega vélrænni eiginleika.
Öldunarmeðferð: Eins stigs eða fjölþrepa gervi öldrun er framkvæmd eftir álfelgiseinkunn. Fyrir 7xxx seríur eru þykkir veggjaðir álit, T73/T74 ofgnótt meðferðir eru venjulega notaðar til að fórna litlu styrkleika í skiptum fyrir framúrskarandi mótstöðu gegn streitu tæringu (SCC) og tæringu á exfoliation, en viðhalda mikilli beinbrot.
Leifar streitu léttir: Leifarálag í þykkt veggjum í stórum þvermál eftir að slökkla er mjög mikil. Nota verður streituaðgerðir eins og teygju (TXX51), samþjöppun (TXX52) eða titrings öldrun til að draga úr röskun á vinnslu og bæta SCC viðnám.
Klára og skoðun:
Síðari nákvæm vinnsla (gróft, hálfklíðandi) er framkvæmd til að fjarlægja yfirborðsálaglagið og tryggja víddar nákvæmni.
Að lokum eru strangustu umfangsmestu prófanir sem ekki eru eyðileggingar og smásjárgreiningar gerðar til að tryggja að varan fari að fullu við hæstu iðnaðarstaðla og kröfur viðskiptavina.
2. Vélrænir eiginleikar stórs þykkt á veggnum áli fölsuðum hringjum
Vélrænir eiginleikar stóra þvermál þykkt veggs fölsaðir hringir eru kjarnavísir um áreiðanleika þeirra. Þökk sé nákvæmri smíð og hitameðferðarferlum halda þeir framúrskarandi heildareiginleikum jafnvel í þykkum hlutum:
|
Eignategund |
Árangurslýsing |
Einstakur kostur á þykkum veggjum |
|
Mikil styrkleiki |
Lágmarks munur á kjarna og yfirborðsstyrk í stórum veggþykkt |
Góð gleymdni, mikil svala einsleitni, bjartsýni í gegnum þykkt |
|
Framúrskarandi beinbrot |
Heldur háum K1C gildi jafnvel í þykkum köflum og bætir tjónþol |
Þétt smíði, fínn korn, nákvæmlega stjórnað botnfallsdreifingu |
|
Yfirburða þreytuárangur |
Langt þreytulíf og lítill þreyta sprunga vaxtarhraði |
Kornflæði mjög í takt við ummál hringsins, engir eins steypir gallar |
|
Mikil streitu tæring sprunga (SCC) viðnám |
Sérstaklega 7xxx Series T73/T74 TEMPERS framúrskarandi í þykkum hlutum |
Nákvæm ofgnótt meðferð, árangursrík leifar streitu léttir |
|
Mjög stjórnað anisotropy |
Ákjósanlegir ummál (snertingar) eiginleikar, lítill og stjórnaður munur á geislamynduðum og axial eiginleikum |
Fjölstefnulegt smið og hringvals tryggðu jafnt kornflæði í allar áttir |
|
Cryogenic hörku |
5xxx röð heldur framúrskarandi hörku við mjög lágt hitastig |
Hentar fyrir kryógenískt vökvageymslu og flutningsforrit |
Dæmigert árangurssvið (fer eftir málmblöndu og skapi):
Fullkominn togstyrkur: 300 MPa - 600 MPA
Ávöxtunarstyrkur (0,2%): 200 MPa - 550 MPA
Lenging: 7% - 18%
Hörku: 80 HB - 180 hb
Þreytustyrkur (5 × 10⁷ lotur): 100 MPa - 200 MPA
Brot hörku (K1C): 25 MPa√m - 45 MPa√m (Superior um þykkt áhrif samanborið við sambærilegar plötur)
Fasteigna einsleitni:
Áberandi eiginleiki þykkra ábragða í stórum þvermál er mikil einsleitni þeirra eiginleika yfir allan hlutann (frá yfirborði til kjarna), þökk sé sérhæfðum smíðarferlum og svalastjórnun. Kjarna til yfirborðs hörku er venjulega stjórnað innan 5 Hb.
Afgangsálag er venjulega lágmarkað með TXX51/TXX52 meðferðum til að tryggja vinnslustöðugleika og bæta SCC viðnám.
3. Smásjáreinkenni
Örveru á stórum þykkt-veggnum áli fölsuðum hringjum er grundvallarábyrgð framúrskarandi frammistöðu þeirra, með sérstaka áherslu á einsleitni og þéttleika korns og botnfalls í þykkum hlutum.
Lykilatriði smásjána:
Fullt fölsuð í gegnum kornbyggingu og kornstreymi:
Algjör brotthvarf gróft eins og steypta korn og aðgreining á tindar, myndar fínn, jafngild og/eða lengd, einsleit endurkristallað korn meðfram aflögunarstefnu.
Kornstreymi: Meðan á fjölstefnu er smurt og hringvagn, eru málmkornin ákaflega teygð og mynda stöðug trefjabyggingu meðfram rúmfræði hringsins og aðal streituleiðbeiningar. Fyrir þykka veggi hringi er þetta kornstreymi fínstillt um alla þykkt veggsins og tryggir framúrskarandi ummálstyrk, þreytulíf og hörku beinbrots, en hindrar áhrif á sprungu meðfram kornamörkum.
Dreifingar: Fínir dreifingar sem myndast af örblæðandi þáttum (td Zr, Cr, Mn) festa í raun kornamörk við mikla smíð og hitameðferð, sem hindrar óhóflegan kornvöxt og endurkristöllun og viðheldur þar með fínkornaða smásjá.
Ákaflega mikill þéttleiki og brotthvarf galla:
Gífurlegur þríhyrningsþrýstingur, sem beitt er við smíðunarferlið lokar algjörlega innri galla sem geta komið upp við steypu, svo sem ör-porosity, rýrnunarhol og gashola, sem nær nærri þéttleika innbyrðis og bætir áreiðanleika verulega.
Aðal milliverkasambönd og óhreinindi eru í raun brotin niður og dreifð jafnt og dregur úr skaðlegum áhrifum þeirra.
Samræmd dreifing styrkingarfasa (botnfall):
Nákvæm stjórn á meðferð og öldrun lausnar tryggir jafna úrkomu og dreifingu styrkingarfasa (td MGZN₂ í 7XXX röð, al₂cumg í 2xxx röð) um allan þykka hlutann, þar með talið kjarnann og ná þar með mikilli einsleitni vélrænna eiginleika yfir allan þversnið íhlutans.
Stýrt er stranglega stjórnað kornamörkum úrkomu og dreifingu, sérstaklega í T73/T74 ofgnóttum tímabundnum tempers, þar sem grófari og ósamfelld kornamörk eru mynduð, sem hámarkar ónæmi gegn sprungu á streitu og tæringu á exfoliation.
Málmvinnslu hreinlæti:
Bræðslu- og steyputækni í geimferðum tryggir ákaflega lítið málmaðstoð og uppfyllir strangustu kröfur um hreinleika, sem skiptir sköpum til að bæta hörku á beinbrotum og þreytu.
4. Víddar forskriftir og vikmörk
Stór þykkt veggur á áli fölsuðum hringjum er venjulega mjög stór að stærð, sem krefst sérhæfðs öfgafulls búnaðar til framleiðslu og skoðunar.
|
Færibreytur |
Dæmigert framleiðslusvið |
Viðskiptaleg umburðarlyndi (eins og það er) |
Nákvæmni umburðarlyndi (vélað) |
Prófunaraðferð |
|
Ytri þvermál |
1000 mm - 8000+ mm |
± 0,5% eða ± 10 mm (hvort sem er meiri) |
± 0,1 mm til ± 0,8 mm |
CMM/Laser skönnun |
|
Innri þvermál |
800 mm - 7900+ mm |
± 0,5% eða ± 10 mm (hvort sem er meiri) |
± 0,1 mm til ± 0,8 mm |
CMM/Laser skönnun |
|
Veggþykkt |
100 mm - 1200+ mm |
± 3% eða ± 10 mm (hvort sem er meiri) |
± 0,2 mm til ± 1,0 mm |
CMM/Laser skönnun |
|
Hæð |
100 mm - 1500+ mm |
± 3% eða ± 10 mm (hvort sem er meiri) |
± 0,2 mm til ± 1,0 mm |
CMM/Laser skönnun |
|
Flatness |
N/A |
0,5 mm/metra þvermál |
0,1 mm/metra þvermál |
Flatness Gauge/Cmm |
|
Einbeitt |
N/A |
0,5 mm |
0,1 mm |
Sameiningarmælir/cmm |
|
Ójöfnur á yfirborði |
N/A |
Ra 12.5 - 25 μm |
Ra 1.6 - 6.3 μm |
Profilometer |
Aðlögunargeta:
Sem mjög sérsniðnar vörur er hægt að hanna og framleiddar að öllu leyti í samræmi við ítarlegar verkfræðiteikningar viðskiptavinarins og afköstarkröfur, þar með talið hringi sem ekki eru hringlaga, keilulaga hringir og flóknir hringir með flansum eða grópum.
Venjulega boðið upp á gróft vélað eða hálf-klárt vélaaðstæður til að tryggja þægindi og nákvæmni fyrir síðari vinnslu viðskiptavina og til að fjarlægja yfirborðsálagið.
5. Temperneftir og hitameðferðarmöguleikar
Hitameðferð á stórum þykkt veggnum áli fölsuðum hringjum skiptir sköpum til að ná frammistöðu sinni, með ströngum forskriftum fyrir mismunandi álfelgiseinkenni og kröfur um notkun.
|
Skapkóða |
Ferli lýsing |
Við á |
Lykileinkenni |
|
O |
Að fullu annealed, mýkt |
Allar ál málmblöndur |
Hámarks sveigjanleiki, lægsti styrkur, auðvelt fyrir kuldavinnu |
|
H112 |
Aðeins flatt eftir að hafa smíðað |
5xxx röð |
Heldur fölsuðum smíði og leifarálagi, miðlungs styrkur, góð tæringarþol |
|
H321/H116 |
Stöðugt eftir að hafa smíðað |
5xxx röð |
Framúrskarandi streitu tæringu og ónæmi fyrir flögnum, hærri styrkur en H112 |
|
T6 |
Lausn hitameðhöndluð, síðan tilbúnar aldraðir |
2xxx, 6xxx, 7xxx röð |
Mesti styrkur, mikil hörku, en mikil næmi SCC í þykkum veggjum |
|
T73/T74 |
Lausnarhitameðhöndluð, síðan of mikið (tveggja þrepa eða fjölþrepa) |
7xxx seríur (sérstaklega þykkir veggjaðir hlutar) |
Nokkuð lægri styrkur en T6, en framúrskarandi streitu tæring og ónæmi fyrir flögnun, mikil beinbrot |
|
T76 |
Lausn hitameðhöndluð, síðan sérstaklega á aldrinum |
7xxx röð |
Góðir heildareiginleikar, mikil álags tæringarþol |
|
T79 |
Sérstök hitameðferð fyrir 7xxx málmblöndur |
7xxx röð (mikill styrkur + mikil SCC viðnám) |
Mikill styrkur og einstaklega mikið tæringarþol (nýlega þróað skap) |
Leiðbeiningar um skapval:
Fylgstu sérstaklega með fyrir þykka vegg.:
7xxx röð: T73, T74 og T79 freistar eru ákjósanleg. Þessir tempers, með nákvæmri ofgnótt, auka verulega viðnám gegn streitu tæringu (SCC) og exfoliation tæringu en viðhalda miklum styrk og sýna framúrskarandi beinbrot í þykkum hlutum. Yfirleitt er ekki mælt með T6 skapi fyrir þykkt vegg eða SCC-viðkvæm forrit.
5xxx röð: H116 og H321 Tempers eru ákjósanlegir kostir. Þeir veita mikla tæringarþol með góðum styrk og hörku með því að herða álag og stöðugleikameðferð, sérstaklega hentugt fyrir sjávar- og kryógenumhverfi.
Leifar streitu léttir: Fyrir allar þykkar veggjaðir eru yfirleitt notaðir álagsmeðferðir eins og teygjur (TXX51) eða þjöppun (TXX52) til að draga verulega úr slökkmandi leifarálagi, lágmarka síðari vinnslu og bæta SCC viðnám.
6. Vinnu- og framleiðslueinkenni
Vinnsla á stórum þykkt veggnum á álföltum hringjum er krefjandi ferli, sem krefst mjög mikils krafts og hástigs vélar, svo og vinnsluaðferðir sem eru sérsniðnar að stærð þeirra og streitueinkennum.
|
Aðgerð |
Verkfæri efni |
Mælt með breytu svið |
Athugasemdir |
|
Snúa |
Carbide, PCD |
Hár skurðarhraði VC =100-400 m/mín, fóður f =0.1-0.8 mm/rev |
Stórar rennibekkir, hákjarnar snælda, góður titringur dempandi, mikið kælivökvi |
|
Milling |
Carbide, HSS |
Hár skurðarhraði VC =150-600 m/mín, fóður á hverja tönn fz =0.08-0.5 mm |
Stórar gantry myllur/5-ás vélar, stórt dýpt skera, hátt fóður, skilvirkt flísaferð |
|
Borun |
Carbide, DLC húðuð |
Miðlungs skurðarhraði vc =40-100 m/mín, fóður f =0.05-0.2 mm/rev |
Í gegnum kælir boranir, djúpt gat borun krefst margra goggunarferða, forðastu flísastíflu |
|
Suðu |
Mig/Tig/FSW |
Fyllingarvír og hlífðargas valin út frá álfelgiseinkunn |
5xxx/6xxx röð eru suðu; 2xxx/7xxx serí |
|
Kalt að vinna |
O skap |
Góð sveigjanleiki, gerir ráð fyrir stórum aflögunarferlum |
T/H Tempers eru með lægri sveigjanleika, stór aflögun kulda sem ekki er mælt með |
Framleiðsluleiðbeiningar:
Mikil kraftur og há stífni vélar: Vinnsla á þykkum veggjum á stórum þvermál krefst mjög mikils snælduafls og stífs uppbyggingar vélarinnar til að standast verulegar skurðarkraftar og titring.
Leifar streitustjórnun: Vegna mikils slokkandi álags í þykkum veggnum verður að nota aðferðir eins og fjölpassa, samhverfa vinnslu, jafnvægi á skurðaröflum og hugsanlega fjölþrepa hitameðferðarhitameðferðum við grófa vinnslu.
Verkfæri og kæling: Notaðu skarpar og slitþolnar karbíð eða PCD verkfæri, ásamt hástreymi, háþrýstingskæli til að rýma franskar á áhrifaríkan hátt, draga úr hitastigi skurðarsvæða og lengja verkfæri.
Vinnslu röskunarstýringar: Nákvæmar skipulagningarleiðir, hæfilegar skurðarbreytur og árangursríkar klemmakerfi skipta sköpum fyrir stjórnun röskunar á vinnslu.
Yfirborðsgæði: Hægt er að ná mikilli nákvæmni og litlum ójöfnur með því að ljúka og draga úr þörfinni fyrir síðari mala og fægingu.
7. Tæringarviðnáms- og verndarkerfi
Notkun á þykkt veggjum á stóra þvermál áli fölsuðum hringjum í krefjandi umhverfi setur hærri kröfur um tæringarþol þeirra, sérstaklega varðandi innri tæringarhegðun í þykkum hlutum.
|
Tæringargerð |
Dæmigerð frammistaða |
Áhyggjur og vernd tæringar og vernd |
|
Tæring í andrúmsloftinu |
Gott |
Yfirborðsmeðferð, hreint viðhald |
|
Tæring sjávar |
5xxx seríur framúrskarandi, aðrar seríur þurfa vernd |
Anodizing, afkastamikil húðun, katódísk vernd, galvanísk einangrun |
|
Stress tæring sprunga (SCC) |
2xxx/7xxx T6 viðkvæm, T73/T74/T79 Framúrskarandi |
Álfelgur/skapval (T7X), streituléttir, yfirborðsmeðferð |
|
Tæring á flísum |
2xxx/7xxx T6 viðkvæm, T73/T74/T79 Framúrskarandi |
Val á málmblöndu (T7X), kornstreymisstýring, yfirborðsmeðferð |
|
Tæringar á milli gran |
Getur komið fram með óviðeigandi hitameðferð eða næmingu |
Hitameðferð, stjórnunarstýring |
|
PITTING Tæring |
Getur komið fram í fjölmiðlum sem innihalda klóríð |
Yfirborðsmeðferð, hreint viðhald |
Verndarkerfi:
Álfelgur og skaplyndi: Veldu álfelgiseinkunn og hitameðferðartímabil sem eru fínstillt fyrir sérstakt ætandi umhverfi frá hönnunarstiginu, td 5xxx röð H116/H321 fyrir sjávarumhverfi, eða 7xxx röð T73/T74/T79 fyrir mikinn styrk með mikilli SCC/exfoliation ónæmi.
Yfirborðsmeðferð:
Anodizing: Fyrir þykkt veggi með stórum þvermál er gerð II (brennisteins) eða gerð III (hörð) anodizing venjulega beitt, sem veitir þykka, slitþolna og mjög tæringarþolna oxíðfilmu.
Efnafræðileg umbreytingarhúðun: Berið fram sem framúrskarandi grunnar fyrir málningu eða lím, sem veitir grunnvernd og viðloðun.
Afkastamikil málverk/húðunarkerfi: Marglags epoxý grunnur + pólýúretan toppfrakkakerfi eru notuð fyrir alvarlegasta sjávar-, iðnaðar- og hernaðarumhverfi. Hægt er að nota sérstaka húðun (td keramikhúð) fyrir sérstakar aðgerðir.
Hönnun og smíði: Forðastu vatnsgildrur, sprungur og tæringu í galvanískri af völdum snertingar við ólíkan málma; Notaðu einangrun einangrunar eða bakskautsvernd þegar þörf krefur.
8. Líkamlegir eiginleikar fyrir verkfræðihönnun
Eðlisfræðilegir eiginleikar stóra þykkt á þykkt veggnum fölsuðum hringjum eru mikilvægir fyrir hönnun stórra mannvirkja.
|
Eign |
Dæmigert gildi |
Hönnunarhugsun |
|
Þéttleiki |
2.66 - 2.85 g/cm³ |
Öfguð létt hönnun, hagræðing á þyngdarpunkti og burðarvirki |
|
Bræðslusvið |
500 - 650 gráðu |
Hitameðferð og sérstök suðu (td FSW) stýring |
|
Hitaleiðni |
110 - 200 W/m·K |
Hitastjórnun, notkun í hitaleiðni eða einangrunarhlutum |
|
Rafleiðni |
30 - 55% iacs |
Rafleiðni eða hlífðarkröfur í rafbúnaði |
|
Sérstakur hiti |
860 - 900 J/kg · k |
Hitauppstreymi, útreikningur á hitauppstreymi |
|
Hitauppstreymi (CTE) |
22 - 24 ×10⁻⁶/K |
Víddarbreytingar af völdum hitastigs í stórum íhlutum, samhæfingu efnisvals |
|
Stuðull Young |
70 - 75 GPA |
Uppbygging stífni, aflögun og titringsgreining |
|
Hlutfall Poissons |
0.33 |
Skipulagsgreiningar breytu |
|
Dempunargetu |
Miðlungs lágt |
Titringur og hávaðastjórnun, krefst samþættingar við burðarvirki |
Hönnunarsjónarmið:
Mjög léttir og burðarvirki skilvirkni: Að nýta lítinn þéttleika álblöndur og mikils styrkleika til að ná hámarks þyngdarminnkun í þykkum vegveggjum í stórum þvermál, sem skiptir sköpum til að auka afköst geimferða ökutækja, háhraða skip og flutninga á járnbrautum.
Hleðsluflutningur og streitustyrkur: Bjartsýni kornstreymis og þétt smásjá sem gefin er með því að smíða stuðla að skilvirkari álagsflutningi, minni streituþéttni og bættri þreytutíma.
Tjón umburðarhönnun: Mikil beinbrots hörku gerir íhlutum kleift að standast hönnunarálag jafnvel með litlum göllum, sem eykur byggingaröryggi.
Flókið aðlögunarhæfni umhverfis: Val á hentugasta málmblöndu og hitameðferð byggð á þáttum eins og ætandi umhverfi, hitastigi, titringi og áhrifum.
Vinnsla og samsetningarviðmót: Krefst nákvæmrar vinnslu og strangs þolsstjórnar til að tryggja fullkomna passa við aðliggjandi íhluti.
9. Gæðatrygging og prófanir
Gæðatrygging og prófanir á þykkt veggjum á stórum þvermál eru áli sem eru fölsaðir hringir eru mikilvægustu skrefin fyrir afhendingu, með sérstaka áherslu á prófanir sem ekki eru eyðileggjandi á innri gæðum.
Hefðbundnar prófunaraðferðir:
Hráefni fullur líftími: Frá ingot til lokaafurðar eru allar framleiðslulotur, vinnslustærðir og niðurstöður prófa rekjanlegar.
Efnasamsetningargreining: Notkun sjón-losunar litrófsgreiningar, röntgengeislunargreining osfrv., Til að tryggja alla helstu þætti og óhreinindi innihald í samræmi við staðla, með afar strangar þolvarnir fyrir lykilatriði (td Zn, Mg, Cu, Zr).
Bræðsla og gæðaeftirlit með ingot: Greining á vetnisinnihaldi á netinu, mat á aðlögun (með aðferðum eins og september 1920/1940 eða DDA-P9TF40), Ingot macrosegration skoðun, mat á kornastærð.
FORMATION FYRIRTÆKIÐ: Rauntíma upptaka og eftirlit með smíðandi hitastigi, þrýstingi, aflögunarmagni og aflögunarhraða til að tryggja ítarlega smíð.
Eftirlit með hitameðferð: Samræmi við ofni hitastigs (venjulega að uppfylla AMS 2750E flokk 1 eða 2), lausnar hitastig og tíma, slökkt, öldrunarferill osfrv., Tryggt með umfangsmiklum hitauppstreymi og gagnaskráningarkerfi.
Víddar og rúmfræðileg nákvæmni skoðun: Alhliða skoðun á ytri og innri þvermál, veggþykkt, hæð, flatneskju, samsöfnun, kringlótt og allar aðrar mikilvægar víddir og rúmfræðileg vikmörk með því að nota öfgafullt stórt, hámarks nákvæmni hnitamælingarvélar (CMM) eða leysir skönnunarkerfi.
Vélrænni eignaprófun:
Sýnataka: Fyrir þykkt veggjar eru staðsetningu og magn sýnishorns mikilvæg. Yfirleitt þarf að taka sýni úr innri, miðju og ytri þvermál hringsins og í mismunandi hæðum/veggþykkt dýpi og prófuð í fjölstefnum (geislamyndun, ummál/snertingu og axial) til að meta ítarlega einsleitni og anisotropy.
Próf: Endanlegur togstyrkur, ávöxtunarstyrkur, lenging, minnkun á svæði, hörku, áhrif hörku, þreytustyrkur, vaxtarhraði þreyta (DA/DN), hörku beinbrots (K1C).
Sérstök próf: Prófanir á streitu tæringu (SCC) (td C-hringur, SSRT, hlaðin geislapróf, sérstaklega fyrir 7xxx röð T73/T74/T79), tæringu exfoliation (Exco, ASTM G34).
Óeðlilegar prófanir (NDT):
Ultrasonic próf: 100% í fullu magni, fjölhorn, hánæmni ultrasonic skoðun á öllum hringnum. Fyrir þykka veggja hluta er þetta mikilvægasta aðferðin til að greina mínútu innri innifalið, porosity, sprungur, kornamörkagalla og tæringu milli granalar, sem krefst þess að farið sé að hæstu stöðlum í geim- og AMS 2630 flokki AA).
Skarpskyggni próf: Greinir galla á yfirborðsbrotum á öllum véluðum flötum.
Eddy núverandi prófun: Gildir galla á yfirborði og nær yfirborði, svo sem örsprengjur og óeðlilegt hörku.
Röntgenmyndapróf (valfrjálst): Til að endurskoða innri galla á sérstökum mikilvægum svæðum eða viðbótar sannprófun.
Greining á smásjá: Metallographic athugun til að meta kornastærð, samfellu kornstreymis, gráðu endurkristöllunar, botnfalls formgerð og dreifingu, uppbyggingu kornamörk, gallategundir og stærðir osfrv., Til að tryggja samræmi við málmvinnslustaðla.
Mæling á yfirborði ójöfnunar.
Staðla og vottanir:
Er í samræmi við strangustu alþjóðlega og iðnaðarstaðla, svo sem AMS (Aerospace Material forskrift), ASTM B247, ISO, EN, GB/T, ETC.
Vottanir um gæðastjórnun: ISO 9001, AS9100 (Aerospace), NADCAP (sérstakir ferlar, svo sem hitameðferð, NDT).
Alhliða EN 10204 tegund 3.1 eða 3.2 Efnisprófsskýrslur eru veittar og hægt er að raða óháðri vottun þriðja aðila að beiðni viðskiptavina.
10. Umsóknir og hönnunarsjónarmið
Þykkt þykkt vegginn fölsaðir hringir eru ákjósanlegt efnið í öfgafullum og mikilvægum notkunarsviðum vegna óviðjafnanlegrar alhliða frammistöðu og áreiðanleika.
Aðal umsóknarsvæði:
Aerospace:
Flugvélarvélar: Svo sem aðdáandi tilfelli, tilfelli þjöppu, túrbínu tilfelli, með hátt hitastig, háhraða snúning og háþrýsting.
Stórir lendingarbúnaðarhringir: Með fyrirvara um gríðarleg áhrif og þreytuálag.
Eldflaugar og eldflaugarvirki: Interstage Connecting Rings, Engine Thrust rammar, leiðbeiningarhringir, sem krefjast endanlegs styrks og léttrar.
Geimstöð og gervitungl mikilvæg mannvirki: Hringir á hleðslu, bryggjukerfi hringir.
Orkuiðnaður:
Kjarnorkuþættir kjarnorkuver: Innilokun tengingarhringir, helstu flansar þrýstingsskipa, sem krefjast mjög mikillar áreiðanleika og tæringarþols.
Vindmylla aðalskaftflansar og turn tengingarhringir: Með fyrirvara um gríðarlegt vindálag og þreytuálag.
Stór þrýstihylki og geymslutankur flansar: Fyrir efna, jarðolíu, LNG (fljótandi jarðgas) geymslu og flutninga, sem krefst háþrýstings burðargetu og kryógenískt hörku.
Öfgafullt háþrýstingur vetnis eldsneytisgeymir hringir: Mjög krefjandi kröfur um vetnisviðnám og þreytulíf.
Sjávarverkfræði:
Djúpsjávar niðurdrepandi þrýstingur Hull tengingarhringir: Með fyrirvara um mjög háan ytri vatnsþrýsting.
Gagnrýnandi stuðningshringir fyrir borunarpalla á hafi úti: Krefjast framúrskarandi tæringarþols við sjávar og burðargetu.
Stórir skipulagshringir skipsins: Svo sem flugvirkja sem handtaka gírvirki, flutningabúnaðarhluta flugvéla.
Hernaðarsvið:
Stór stórskotaliðsbyssufestingar og virkisturn: Standast gríðarlegar hrökkva og áhrif.
Mikilvægir burðarhringir fyrir þunga brynvarða farartæki.
Eldflaugar rörhringir.
Hágæða þungar vélar:
Stórar berir: Svo sem fyrir aðal legur jarðganga.
Stórar gírblankar, hringgír.
Hanna kosti:
Endanlegt styrk-til-þyngd hlutfall: Að uppfylla eða jafnvel fara yfir styrkkröfur stáls meðan þeir ná verulegri þyngdartap, sem skiptir sköpum til að bæta skilvirkni flutninga og draga úr orkunotkun.
Óviðjafnanlega áreiðanleika og öryggi: Forgunarferlið útrýmir steypugöllum algjörlega, ásamt ströngum gæðaeftirliti og NDT, sem tryggir langtímaöryggi íhluta undir alvarlegustu álagi og umhverfi.
Framúrskarandi tjónþol: Mikil beinbrot og mótspyrna gegn útbreiðslu þreytu sprungu gerir íhlutum kleift að starfa á öruggan hátt í tímabil jafnvel með minniháttar göllum, sem veitir dýrmæta öryggismörk.
Yfirburða aðlögunarhæfni umhverfisins: Sérstaklega málmblöndur fínstilltar fyrir kryógenískt (td LNG) og mjög ætandi (td umhverfi sjávar), sem sýnir frammistöðu ósamþykkt með stáli.
Víddarstöðugleiki: Með streitu léttir, tryggir mikla víddar nákvæmni stórra hringa við nákvæma vinnslu og langtíma þjónustu.
Hönnunar takmarkanir og áskoranir:
Ákaflega mikill kostnaður: Krefst risastórs smíðunarbúnaðar, flókinna ferlaeftirlits, dýrs hráefna og strangrar gæðaeftirlits, sem leiðir til verulega hærri upphafskostnaðar en önnur efni og framleiðsluferli.
Löng framleiðsluferli: Flókin smíða- og hitameðferðarferli og langar skoðunaraðferðir leiða til framlengdar framleiðsluferða.
Vinnsluörðugleikar: Hástyrkur málmblöndur hafa mikla skurðaröfl og eru viðkvæmir fyrir álagi sem leifar af, sem leggur afar miklar kröfur um afl, stífni og vinnsluaðferðir.
Suðuhæfni: Flestir öfgafullir styrkir ál málmblöndur (sérstaklega 7xxx röð) hafa lélega hefðbundna samruna suðuhæfni, takmarka sameiningaraðferðir; Oft er krafist vélrænna sameiningar eða sameiningartækni (td FSW).
Háhitaárangur: Ál málmblöndur þola almennt ekki hátt hitastig; Langtíma rekstrarhiti er takmarkaður við undir 120-150 gráðu, þar sem vélrænir eiginleikar munu brotna verulega niður.
Efnahagsleg og sjálfbærni sjónarmið:
Heildargildi lífsferils: Þrátt fyrir mikla upphafsfjárfestingu veitir öfgafull afkoma þeirra, afar langan líftíma og þyngdartap sem leiðir til rekstrarkostnaðar sparnaðar í mikilvægum forritum verulegan efnahagslegan ávinning um allan lífsferil vörunnar.
Auðlind skilvirkni: Að smíða, sem nærri lögunarferli, dregur í raun úr hráefni úrgangi; Mikil endurvinnsla ál er einnig í samræmi við meginreglur um hringlaga hagkerfið.
Umhverfisávinningur: Léttvigt vöru leiðir beint til minni orkunotkunar og kolefnislosunar og stuðlar jákvætt til umhverfisverndar.
maq per Qat: Stór þykkt þykkt vegginn áli fölsuð hringur, Kína stór þykkt vegginn áli fölsaðir hringframleiðendur, birgjar, verksmiðja






Hringdu í okkur